両面照射の利点と注意点
投稿日:2021年10月15日最終更新日:2021年11月11日
電子の飛程に比べて被照射物が相当厚い場合、両面照射することにより、被照射物全体に照射効果を得ることができます。この両面照射の利点と注意点を説明します。
両面照射の利点
電子が物質に入射して止まるまでの距離を飛程と呼びます。この電子の飛程に比して、被照射物が相当厚い場合、被照射物の照射裏面が線量不足もしくは未照射になり、目的の電子線照射効果が得られない場合があります。この場合、裏面からも照射することにより、目的の効果を得ることができます。
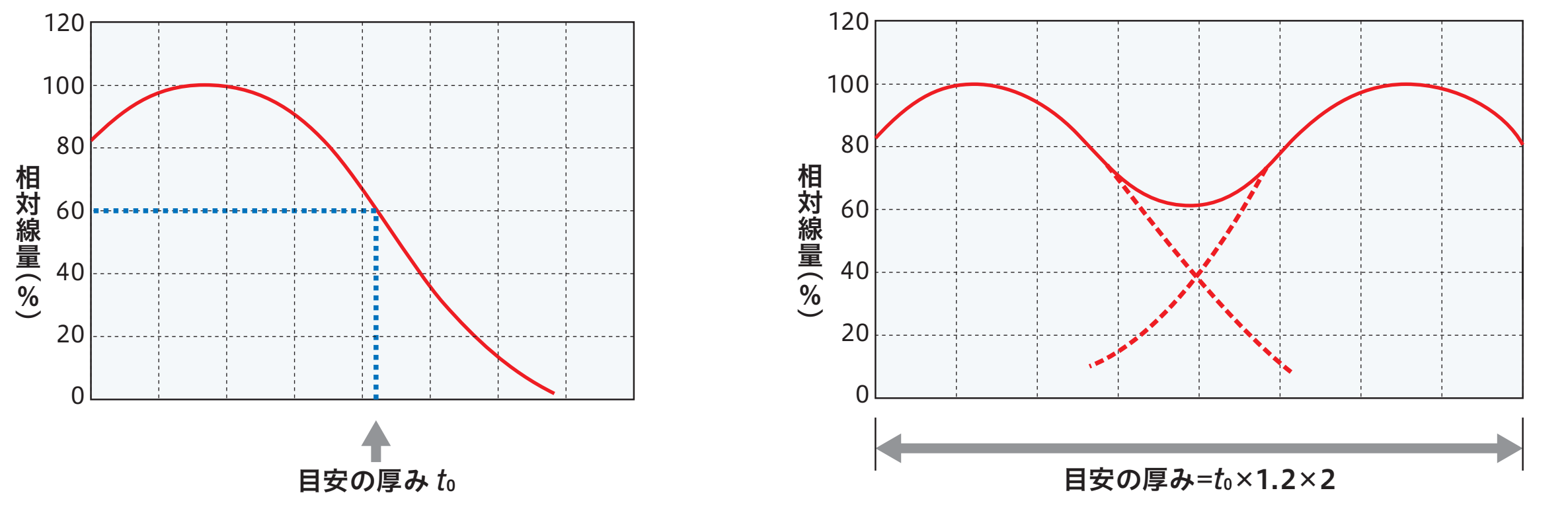
当社では透過能力曲線の縦軸の相対線量が60%(キュアリングの場合80%)となる厚さをその加速電圧での処理可能厚さとしてお勧めすることが多いです。
被照射物が厚い場合、ある厚み以上の深さでは、相対線量が60%以下になり、照射効果が十分に得られない範囲が生じます。この場合、被照射物の裏面から再度照射することにより、厚み方向全域で、照射効果を得ることができます。両面照射により表裏面の線量が重ね合わさるので、照射可能な厚みは、図1のように、片面照射の2.4倍の厚みの照射が可能になります。
傾斜照射
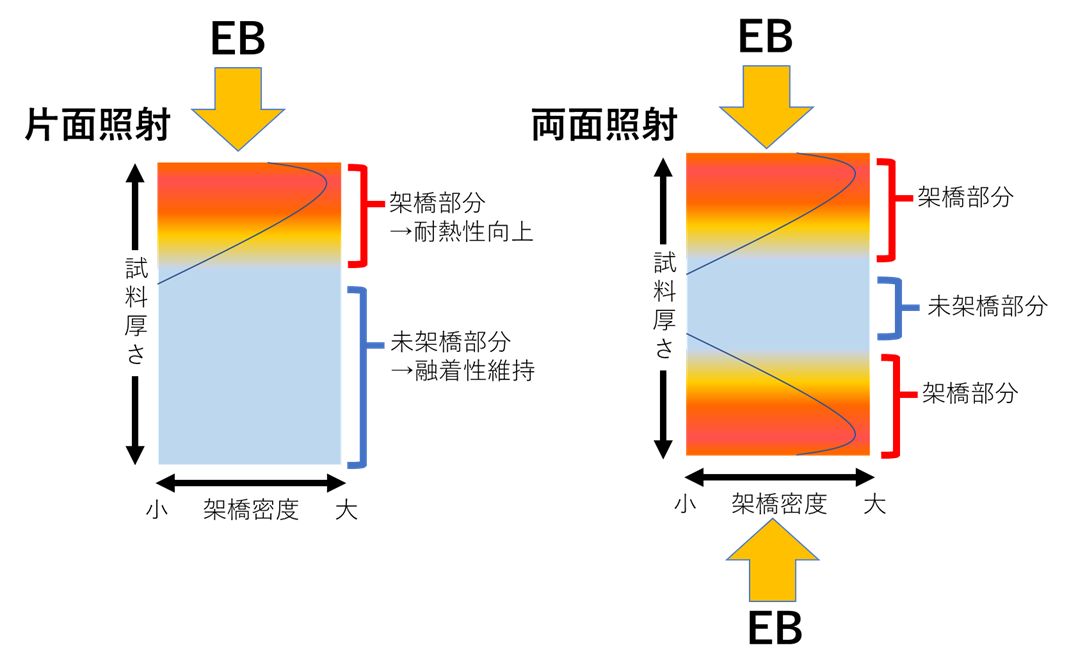
被照射物の厚みに対し、電子線のエネルギーを選定すると、材料の厚さ方向の架橋密度を制御できます。片面照射の場合は、照射面に耐熱性等の機能を付与し、非照射面には、融着性を残すことができます(図2左)。
両面照射の場合は、表面と内部の架橋密度の違いを利用して、発泡サイズのコントロール等に利用できます。(図2右)
両面照射の注意点
照射した電子は、飛程の少し手前に蓄積します。この蓄積をチャージアップと言います。
蓄積された電子は、何らかのきっかけがあれば、被照射物の内部から表層部へ移動し、放電現象を引き起こします(これをリヒテンベルグ放電と言います)。この放電によって電子が移動した部分には、樹枝状の放電痕が残ってしまい、被照射物は不良となります。
このチャージアップは、体積抵抗率が1E11~1E15 Ω・cm 程度であれば、適宜少しずつ電子が移動するので起こりにくいですが、1E16 Ω・cm以上 であると発生しやすくなります。
体積抵抗率が1E16 Ω・cm以上と大きい場合は、サンプルの厚さより電子の飛程(サンプルでの透過長さ)を大きくすると上記放電は避けられることがあります。
線量や線量率とも関係しますので、生産条件を決めるには、試験照射での検証と十分な考察が必要です。
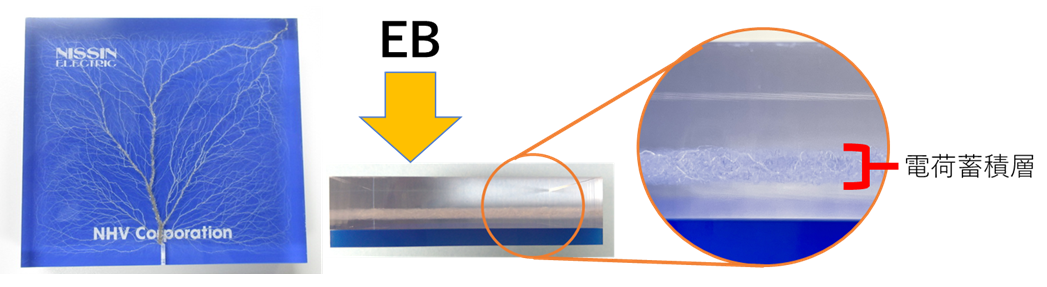
図3は、PMMAへ照射し、故意にチャージアップを発生・放電させた例です。
さいごに
被照射物が厚い場合は、片面からの照射では被照射物の裏面まで照射効果を得ることができないため、表面と裏面の両方から照射する両面照射が有効です。
電子線は材料内部に進入するに従い線量が変化するため、照射物の厚み方向に与える影響は一定ではありません。これは電子線照射の欠点とも言えますが、表面と裏面で別の効果を持たせる傾斜照射として活用されることもあります。
求める効果に応じて、適切な加速電圧、照射方法を選定することが大切です。
(野口記)
[本件に関するお問い合わせ]
株式会社NHVコーポレーション EB加工部
TEL:075-864-8815
こちらのフォームよりお問い合わせください。